The thermal cycle
The welding process subjects a joint to a localized thermal heat treatment. This effect contributes to that the joint attains different mechanical properties and microstructures compared to that of the unaffected parent metal. The mechanical properties that are mostly affected by the thermal cycle are toughness, static strength and hardness values in the joint.
Welding properties are of vital concern for SSAB during the development of our steels. As a result, these steels can achieve favorable properties in the joint. This is achieved by following the welding recommendations stated by SSAB.
The complete part of the parent metal that is influenced by the thermal cycle from welding is called the heat affected zone (HAZ). The other main areas in the joint are the unaffected parent metal and the weld metal, see illustrations below.
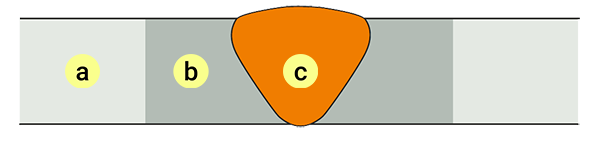
The principal parts of the joint: a) Unaffected parent metal. b) Heat affected zone, HAZ. c) Weld metal.
The outcome of the thermal cycle
The characteristics of the thermal heat treatment from welding are of crucial importance for the mechanical properties and the microstructures in the HAZ. Its outcome depends primarily on:
- The level of the heat input
- The plate thickness in the joint
- The type of joint
- The preheat temperature, if applicable.
As an example, the thermal cycles during a welding performance, at different locations in the joint, are illustrated below.
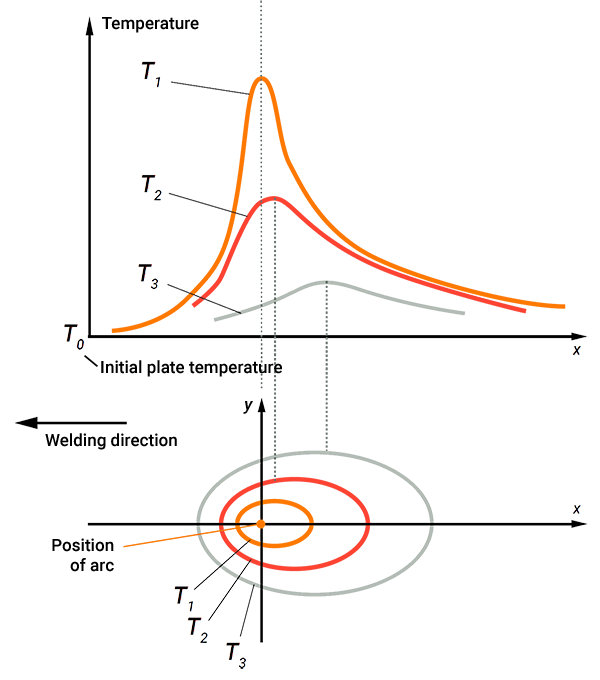
The heating and cooling rate and the peak temperature decrease with increased distance to the arc.
The t₈⁄₅ value
The thermal cycle of welding can be defined by the cooling time in the HAZ between +800°C and +500°C.
This parameter is called the t8/5 value. It is illustrated in the graph below.
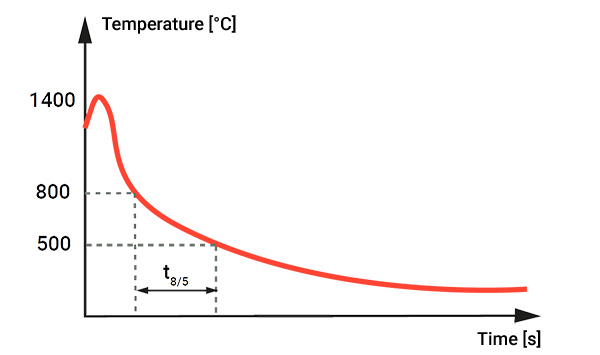
Schematic diagram for a thermal heat treatment in the part of the HAZ situated closest to the weld metal.
There is no need to calculate the t8/5 value. However, it facilitates a good understanding of the thermal treatment in the joint.
The t8/5 value is mainly calculated. Evaluations of the t8/5 value show that it is close to constant throughout different parts of the joint. That is true as long as the peak temperature in the joint reaches above +900°C during the welding performance.
The formulas for the calculation of the t8/5 value is explained in the SSAB Welding Handbook.
Recommended t₈⁄5 values
If the t8/5 value for a certain welding situation is not calculated, appropriate t8/5 values are automatically attained if all other welding recommendations are followed. Improper t8/5 values can result in:
- Impaired impact toughness throughout the joint compared to welding within the recommended t8/5 range. Lowered toughness values can occur for both too high and too low values of t8/5.
- Too high t8/5 values outside the recommendations may contribute to reduced static strength in the joint and a wider soft zone in the HAZ.
The recommended t8/5 values from SSAB are mostly emphasized for welding of the Strenx® grades. Both normal as well as optimized conditions for mechanical properties in welded structures are presented.
For the Hardox® grades the recommended t8/5 values are less emphasized compared to welding of Strenx® in many situations. The reasons are that there are normally less requirement with respect to impact toughness and static strength in joints of these structures. However recommended t8/5 values exists. These intervals depends both of the Hardox® grade and its plate thickness range. These values can be found in SSAB WeldCalc.
The information in this report is only applicable to SSAB’s products and should not be applied to any other products than original SSAB products.
This report provides general results and recommendations for SSAB steel products. This report is subject to SSAB’s Terms of Use. It shall be the user's responsibility to verify that the information contained herein is correct and is suitable to be used for the particular purpose and application of the user. The report is intended to be used by professional users only who possess adequate expertise, qualification and knowledge for the safe and correct use of the results and recommendations in this report. This report is provided “as is”. The use of the report is at user’s own discretion and risk and that users will be solely responsible for any use of this report. SSAB disclaims any liability for the content or potential errors of this report, including but not limited to warranties and condition of merchantability or fitness for a particular purpose or suitability for individual applications. SSAB shall not be liable for any kind of direct or indirect damages and/or costs related to or arising therefrom, whether special, incidental, consequential or directly or indirectly related to the use of, or the inability to use, the report or the content, information or results included therein.